
 不详
不详
7.1.1 OPE基本概念
OPE全称为总体工厂效率(Overall Plant Efficiency),是衡量以人为主的工厂效率及质量的综合指标,也可以作为工厂生产运营的KPI指标。
效率:指在单位时间里完成的有效工作量,或者说是某一工作所获的成果与完成这一工作所花时间和人力的比值。
稼动工时:设备可使用的负荷时间,不包含设备计划停机和维修时间;负荷时间减掉换模、换刀具、故障、调整等的时间。
负荷工时:设备可用时间,一般和员工工作工时一致。
单件标准时间:产品所有工序的标准工时的总和。
标准工时:在正常的操作条件下,一个熟练的员工以标准的作业方法及和合理的劳动强度速度,完成符合质量要求的工作所需要的时间。
C/T:周期时间(Cycle Time),完成某一个工序所需要的周期时间。
7.1.2 OPE的计算方法
OPE=稼动率╳工时平衡率╳操作效率

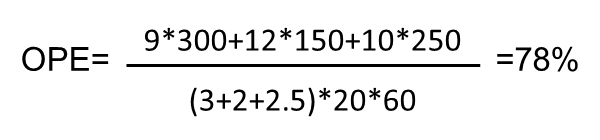
OPE计算案例1
某生产线操作员工20人,采用标准8小时工作制,生产三款产品A、B、C,其中某天实际3小时生产A机型300pcs,2小时生产B机型150pcs,2.5小时生产C机型250pcs,休息时间30分钟。A、B、C的单件标准时间分别为9min、12min、10 min,无不良,计算当天这条生产线的OPE?
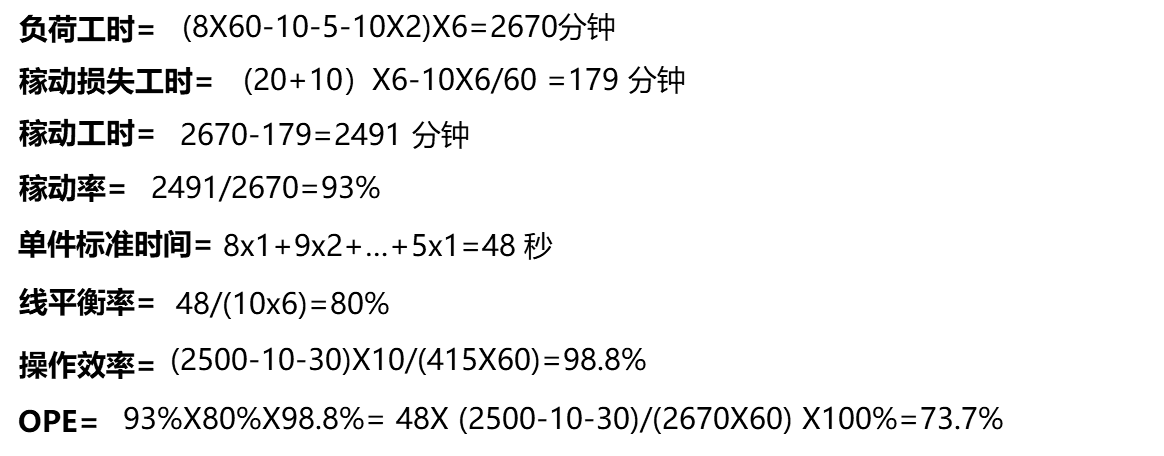
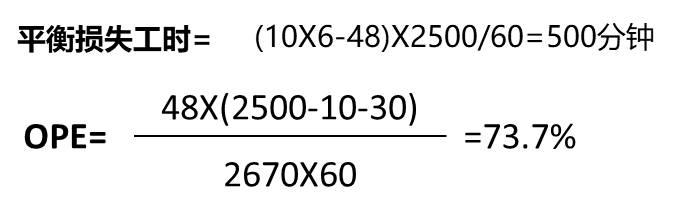
OPE计算案例2
组装车间某生产线:5个工站,6人,各工站标准工时如表7-1所示。工作时间8小时,早晚5S共10分钟,早会5分钟,上下午各休息10分钟;无换线;缺料待料20分钟;瓶颈工站C/T为10秒,共生产2500pcs,其中报废10pcs,工程不良修理30pcs;8:00投产,8:10出第一个首件。计算负荷工时、稼动损失工时、稼动工时、稼动率、线平衡率、平衡损失工时、操作效率、OPE?
表7-1 各工站标准工时

计算方法:
7.1.3 OPE工时损失架构
OPE的计算公式我们可以看到,影响OPE效率的主要来自三个方面:标准工时、产品质量、设备稼动。我们进一步归纳为五个方面的人因综合效率损失:
管理损失。
线平衡损失。
动作损失。
自动化替换损失。
测定调整损失。
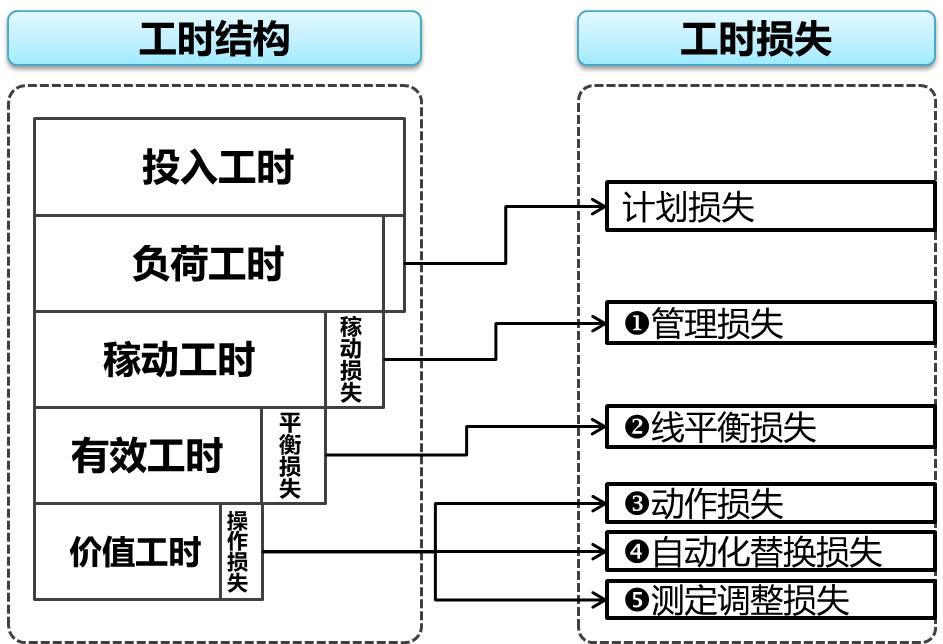
图7-1 工时损失架构图
(1)计划损失
计划损失通常不计算在OPE内,现阶段不需要进行改善,一般包含订单变更、人员支援其他部门、设备预修保养、有计划的工作休息、早晚例会、班后5S、教育培训等。
(2)管理损失
缺料导致的待料、技术图纸不明、等待故障修理、换线等待的损失、等待检验的损失、开线损失、其他偶发的管理上的损失。
可以根据人员是否在等待判断发生的管理损失,5分钟以上可明显记录的工时。
(3)线平衡损失
各工序之间标准作业时间的不同,导致人员等待的损失。由于线体生产不同产品,导致线体之间产能的不匹配的人员等待的损失累积倍数增长效应为五大损失中影响最大者。
(4)动作损失
违反动作经济原则发生的损失;没有标准作业或不按标准作业时,发生的动作损失;重复作业发生的损失;不够熟练发生的损失;因机器、物料配置不佳发生的损失。
(5)自动化替换损失
实施自动化设备可以达到省人化的目标,但也发生了人员等待的损失;工装模具的自动化产生的人员闲置或等待的损失。
(6)测定调整损失
品质不良、人工返修返工产生的工时损失;因品质不稳定,为防止不良发生和流出而频繁地实施检验检测所发生的重复检验的工时损失;检测工量具的调整校准的工时损失。
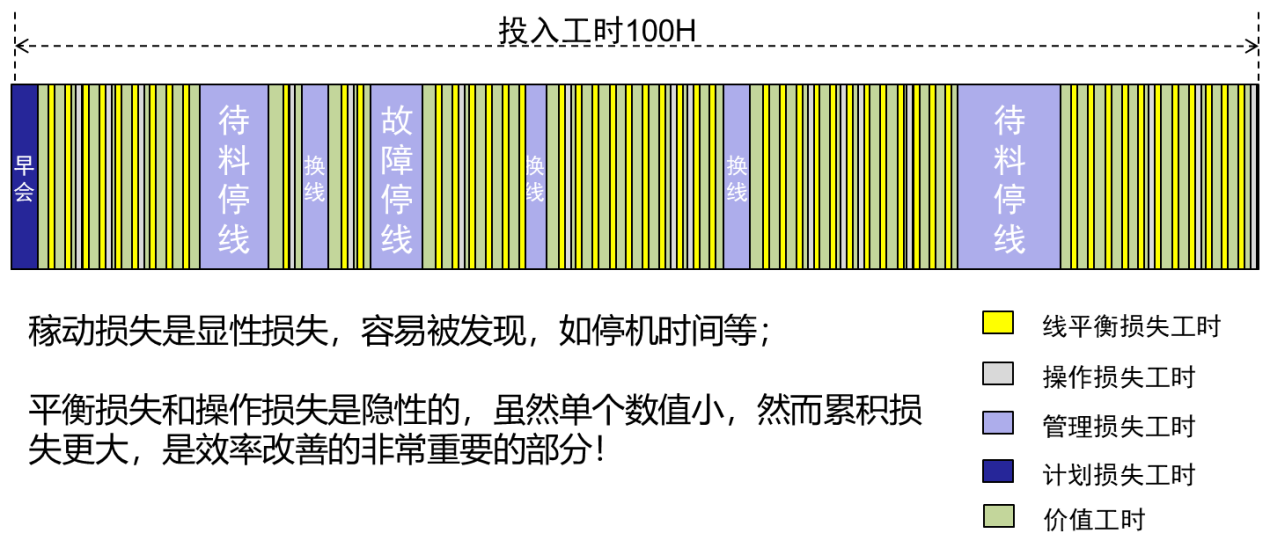
图7-2 OPE损失图
7.1.4 OPE改善步骤
OPE的改善首先应该建立在对浪费充分的认识,追求“价值工时”,并全面建立标准工时。其可以从以下两个维度进行改善:
管理改善:包含稼动率的提升(待料、开线、设备故障、换线等损失的降低)、操作效率的提升。
技术改善:线平衡改善,省人化改善(自働化、多能工、LCIA简易自动化改善)。
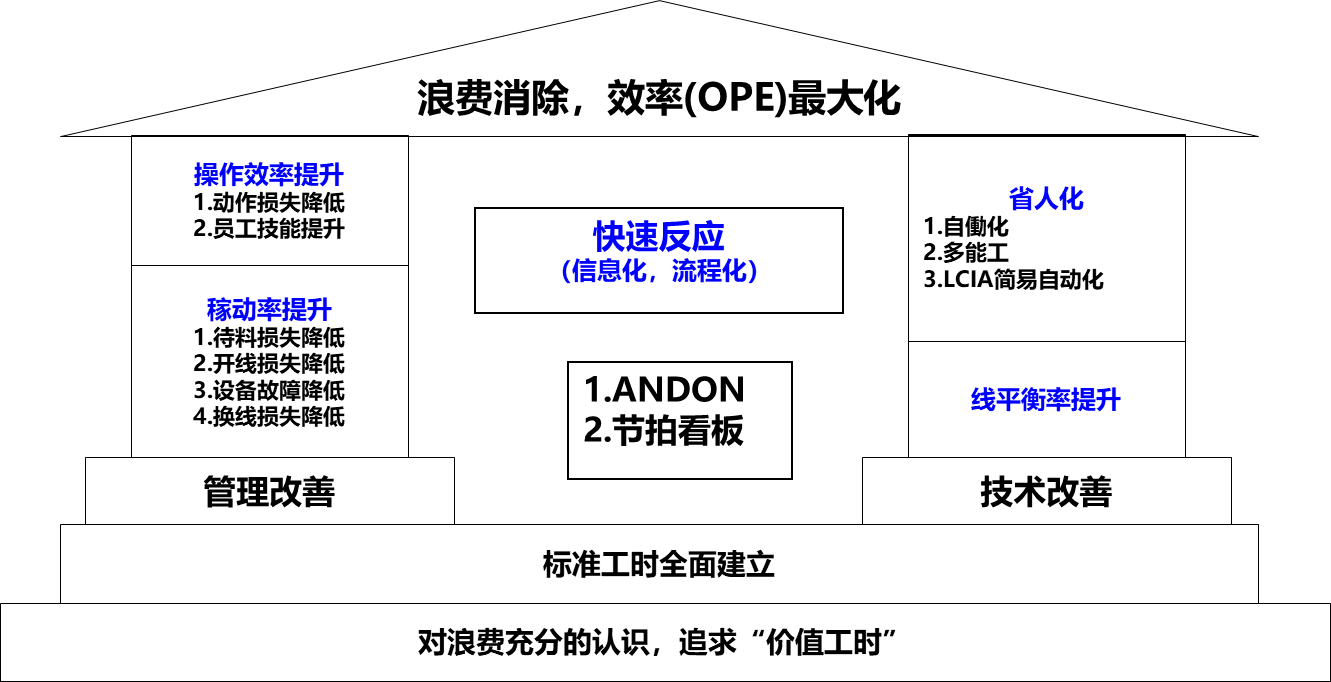
图7-3 OPE提升系统图
STEP1:意识革命
认识:通过课程《如何发现生产现场中的浪费》,使变革的主体对“浪费”及“价值”有感性的认识。
认识转化为行动:通过“浪费寻找活动”,使变革的主体切实体会到发生在周围的诸多浪费现象,记录和拟定改善计划并自己动手实施改善。
STEP2:标准工时建立
标准工时是建立一切的基础,标准工时制定的准确性对结果影响非常大。
STEP3:效率衡量标准构建
建立效率衡量的标准,使效率的高低可以量化,改善前后的比较基准一致。每个分解指标又可再分解,前提是要落实到最终的责任主体部门。
稼动率:引起停线,损失工时的部分。
操作效率:和动作损失及技能不足等有关。
工时平衡率:意义类似于线平衡率。
表7-2 OPE数据表格

表7-3 OPE每日趋势图

STEP4:稼动率提升
从管理角度降低管理损失工时,提升稼动率。
待料损失降低:计划排配改善;合理规划仓库布局和配送方式,减少搬运浪费;供应商交货能力改善。
开线损失降低:交接班改善、滚单制度等。
设备故障降低:全员设备保全活动。
换线损失降低:快速切换(SMED)项目改善。
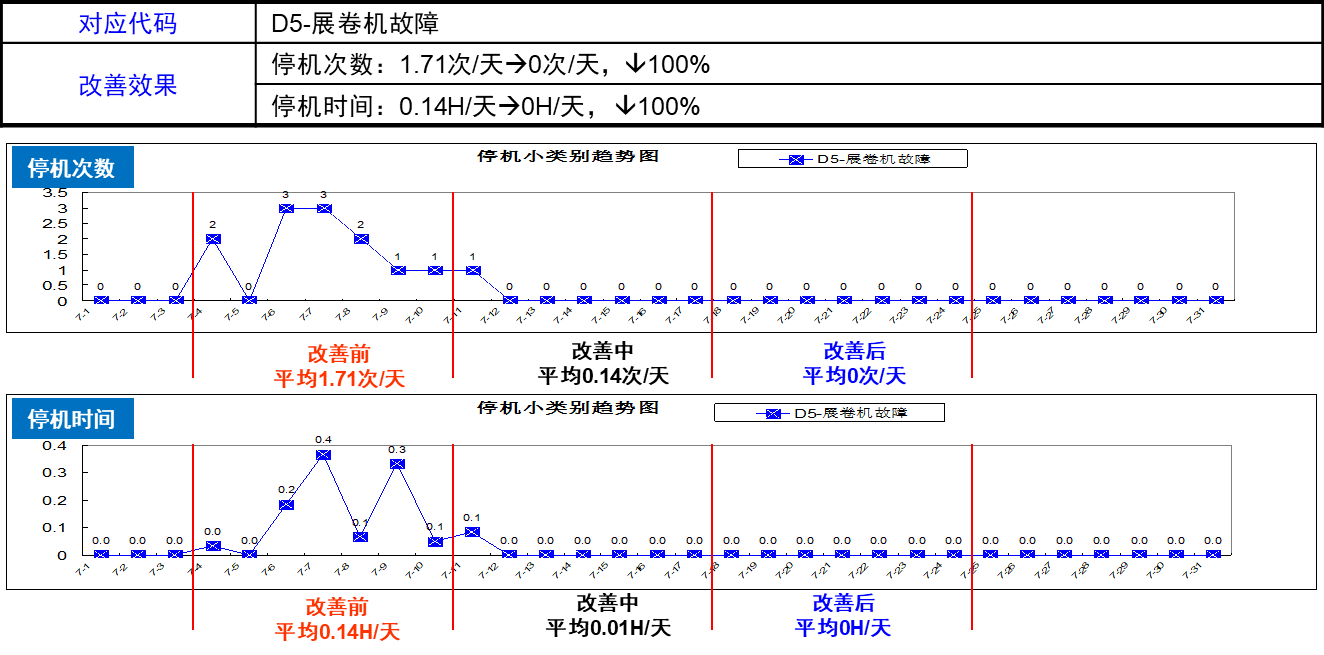
图7-4 稼动率(故障停机时间改善)案例
STEP5:操作效率提升
动作损失降低
标准作业,操作员只做有价值的工作,非标准的工作由水蜘蛛完成;对于重复作业等操作员主观性因素产生,建立适当的绩效考核机制达到目的。
技能提升
主要为对技能掌握不够引起的速度跟不上节奏,主要通过员工强化训练达到提升目的;技能大比拼活动等。
STEP6:线平衡率提升
从技术角度降低平衡损失工时,提升工时平衡率,如山积图、ECRS改善等。
STEP7:快速反应系统
ANDON系统
缺料呼叫、设备故障呼叫、作业延迟呼叫、质量问题呼叫系统等。
节拍看板
管理者看板:即时反应生产的节奏与标准的差异,促使管理者快速采取应对措施。
作业员看板:体会到时间的紧迫性,促使按照标准节奏生产。
生产异常处理流程
制定生产异常处理流程,按规定进行快速响应。
STEP8:省人化改善
简易自动化:员工只做有价值的作业,需要对设备做重大改变。
自働化:异常自动停止装置,需要对设备做重大改变。
多能工:一人能胜任多项技能,人力减少的重要条件。
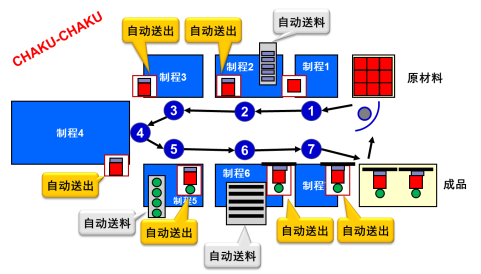
图7-5 省人化(自动化改善)示意图

