
 肖智军
肖智军
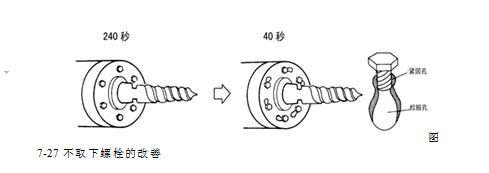
法则五:不要取下螺栓、螺丝
在某些仍然要使用螺栓、螺丝的场合,也要设法努力减少上紧及取下的时间。要以能做到不取下螺栓、螺丝而又能达到锁定的功能为改善的目标。主要的方法可用只旋转一次即可上紧或松开的方式。例如C字型开口垫圈,可垫在螺帽下,只需将螺帽旋转放松一圈之后,即可将C型垫圈从开口处取下,达到完全松开的目的。上紧时反向行之,只需旋转一圈就可达到拧紧的目的。此外,如葫芦孔的方式也可达成此目的(图7-27)。
此外就是使锁紧的部位高度固定化,过高的锁紧部位要削低至标准高度;过低的锁紧部位可加上垫块以达到标准的高度。每个模具锁紧部位的高度都标准化了之后,那么螺帽的上紧部位也不会改变,如此可减少锁紧放松的旋转次数,当然也就减少了切换时间。
法则六:基准不要变动
切换作业是因产品不同而必须切换不同模具或工作条件造成的。因此也必须做调整的动作,设定新的基准。调整的动作通常需要花费整个切换时间的50~70%左右,而且调整的时间长短变异很大,运气好时,一下子就调整好了,反之,运气不好时需花费数十分钟,甚至数小时也不足为奇。对于调整的作业,首先要有“调整也是一种浪费,不是必要动作”的想法,要以排除调整动作为改善的目标。
要排除调整的浪费,在方法上要掌握住基准不动的法则,换句话说,在机器上已经设定好的基准,不要因为切换模具,而又变动基准。有以下做法可供参考:
◇内部作业转外部作业
可先从将内部作业的调整动作移到外部事先做好设定的动作开始;
◇不要拆卸整个模具
如:保留模座,只切换模穴的母子式构造方式可以消除模具的设定动作;也可采用双组式的方式来做切换作业,即一组正在加工中,另外一组备材已设定好了,切换时只需旋转过来即可立即达到切换的目的。
◇模具的高度标准化
模具的高度标准化,可以节省调整冲程作业的时间;
◇使用样板
当注塑机必须根据所使用的模具,调整设定数个不同冲程或条件,调整时可设定一个样板,套上去用手一拨即可全部一起同时设定好;
◇取消刻度式或仪表式的读取数值方式
要取消使用刻度式或仪表式的读取数值来认定工作条件的方式,尽量改用块规等容易取放设定的方式来减少调整的时间,进而缩短切换时间。
法则七:做好事前准备
外部作业之事前准备如果做得不好,就会影响内部作业的顺利进行,耽搁时间,使切换时间变长。以下几点值得借鉴:
◇标准化
外部作业没有准备齐全,在内部作业时,找不到所需要的专用工装具或者是模具错误、不良等,就必须临时停下来寻找,或修整模具,造成内部作业时间变长。因此,也要对外部作业进行改善,实施标准化。制订切换作业标准,按照标准的作业切换方法反复训练作业人员,如同以前对工人进行操作训练一样,以逐步加快作业速度。应该像训练消防队员那样训练工人,使他们能够在一个工件加工完之后,像扑灭火灾那样迅速动作,在极短的时间内完成调整准备工作。此外,平常的清扫、整理、整顿的工作必须做好,这些都有助于作好外部作业的准备工作。
◇设置换模专用台车
设置换模专用台车,将所需模具、专用工装具、换模作业标准(表)及相关器材全部放在台车上,以减少个别寻找及搬运的时间(图7-28)。
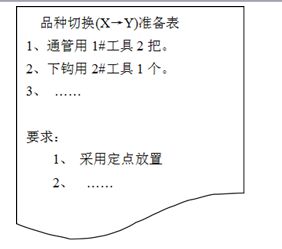
图7-28 做好事前的准备工作
模具的摆放场所也要明确化,通过编号、目视管理等方式做到一目了然。把需要使用的工具和材料按照使用顺序预先准备妥当。器具、仪器、专用工装具的储存不要依功能别放置,而以产品别或模具别放置于专用箱子或架子上,最好是成组化。使用查核表点检所需器材是否齐全。以下是事先进行准备的小事例:
设备正在加工零部件A,接着要加工零部件B。在加工零部件A时,就可为加工零部件B做准备。将加工零部件B所需的工装夹具、模具和机器附件准备好,按使用顺序在一定位置处摆放整齐。就像外科医生做手术前一样,作好一切准备工作。当设备加工完零部件A,马上就可以拆卸加工零部件A所需的工装夹具、模具,换上加工零部件B所需的相应装备。
法则八:能简则简
只要能完成既定的加工任务,机器越简单越好。复杂的机器不仅价格昂贵,而且由于组成它的元件多,可靠性也低。很多普通设备和工艺装备,经过改造是可以缩短调整准备时间的。
根据以上法则,按步骤一步一步的实施,其可预料的效果是十分惊人的。笔者在日本研修的某跨国公司看到,其大型装置生产线上的整体作业切换时间从2小时缩短到1分半钟,由此带来的生产率的提升是十分可观的。
作业切换时间的缩短所带来的生产批量的缩小,不仅可以使工序间的在制品储存量减小,使生产周期缩短,而且对降低资金占用率,节省保管空间,降低成本,减少不良品都有很大的作用。如上所述,达到这样的目的并不一定必须引进最先进的高性能设备或花费其他大量的资金,而只要在作业现场动脑筋想办法,下功夫就可能实现。而且这些具体作法也并不是精益生产方式的首创,而是历来的生产管理学早就总结过的一些方法。所以,要使生产线具有能够实现精益生产的高度柔性,并不一定主要取决于类似于FMS那样的高性能设备,而首先应致力于作业水平的改善。“虽然能实现柔性生产,但设备费用也随之增高”的话,几乎是没有任何意义的。这也是精益生产方式的重要思想之一。
以下的事例可以说明缩短作业切换时间给企业带来的巨大效益:
在汽车生产中,需大量的冲压件。冲压件的加工需要在压力机上配备重达数吨的模具。要压制不同的零件需要不同的模具。实施精益生产方式前,美国企业模具的切换是由专家来做的。换一次模具常常需要1~2天时间。为了提高效率,在西方一些汽车制造厂常常配备数百台压力机,以至于数月甚至数年才切换一次模具。这样大量生产冲压件,造成在制品库存相当高。而且,一旦工序失控,会大量产生不良品,造成大量报废或大量返工。在很多大批量生产的企业,大约有20%的生产面积和25%的工作时间是用来返修产品的。
为了缩短换模时间,丰田公司花了十多年时间研究出一种快速换模方法。利用滚道送进送出模具,采取一种一般操作工人可迅速掌握的调整办法,使换模时间减为3分钟。3分钟换模使加工不同零件与加工相同零件几乎没有什么差别。于是,可以进行多品种小批量生产。这样做的结果,大大降低了在制品的库存,使加工过程的品质问题可以及时发现,避免了大批量产生不良品和大量的返修作业。
精细生产突破了“批量小,效率低,成本高”的逻辑,打破了大批量生产中形成的“提高品质则成本升高”的惯例,使成本更低,品质更高,能生产的品种更多。
四、制定生产节拍
实现同步化生产中的另一个重要概念是生产节拍,简称节拍,又称线速,它是控制生产速度的指标,明确生产节拍,就可以指挥整个工厂的各个生产工序,保证各工序按统一的速度生产加工出零部件、半成品、成品,从而达到生产的同步化。所谓生产节拍。是指生产一个产品所需要的时间,即
生产节拍= 一天正常生产时间/一天所需生产数量
例如:某公司一天出勤8小时,正常时有7.75小时开动流水线,当天生产某产品的计划为500台,则:

生产节拍 = = 55秒
这里一天所需生产数量是根据生产计划决定的,而生产计划是基于市场预测和订货情况而制定出来的,所以每天的生产数量并不一定是固定的,而可能是不断变动的。以往在生产管理中有一种观念,即机器设备的造价越高,成本折旧费也就越高,所以为了避免损失,应尽量使设备的不要停止运行,即想方设法使生产量去适应生产能力。而在精益生产方式中,则认为为了提高机器利用率,采用生产现在并不需要的产品的办法十分不可取,因为这些过剩产品所带来的损失更大。所以,重要的是“只生产必要的产品及数量”,而绝不能因为有高速设备和为了提高设备利用率就生产现在并不需要的产品及数量。总之,机器设备的利用率应以必要的生产量为基准,这恰恰与上述的传统观念相反,应使生产能力适应生产量的要求。
如此,每天的生产节拍不是固定不变的,而总是随着生产量的变化而变化。在组装流水线上,生产节拍可通过调整传送带的速度进行控制,可以很容易地随着生产量的改变而改变;在机械加工工序,则主要通过作业人员所看管的设备台数或操作的工序数来改变生产节拍;在实施“一个流”的组装生产线上,可以通过调整作业人数来改变生产节拍。

